



















































































































в WhatsApp
Финишная обработка поверхности фланца
Стандарт ASME B16.5 требует, чтобы поверхность фланца (поверхность с соединительным выступом и совершенно гладкая поверхность) имела определенную шероховатость, чтобы обеспечить совместимость этой поверхности с прокладкой и обеспечить высококачественное уплотнение.
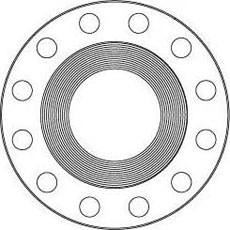
Зубчатое покрытие, концентрическое или спиральное, требуется с 30-55 пазами на дюйм и результирующей шероховатостью от 125 до 500 микродюймов. Это позволяет изготовителям фланцев изготавливать различные степени чистоты поверхности для контактной поверхности прокладки металлических фланцев.
На рисунке показана зазубренная поверхность с соединительным выступом.
Наиболее используемые поверхности
Штампованная поверхность
Наиболее широко используется из всех поверхностей фланцев, поскольку практически подходит для всех обычных условий эксплуатации. При сжатии мягкое лицевое покрытие от прокладки будет встраиваться в эту поверхность, что помогает создать уплотнение, и между сопряженными поверхностями образуется высокий уровень трения.
Финишная обработка этих фланцев производится с помощью инструмента с круглым носом радиусом 1,6 мм при скорости подачи от 0,8 мм на оборот до 12 дюймов. Для размеров 14 дюймов и более обработка выполняется с помощью инструмента с круглым носом 3,2 мм при подаче 1,2 мм за оборот.
Со спиральными зазубринами
Это также непрерывная или фонографическая спиральная канавка, но она отличается от стандартной отделки тем, что канавка обычно создается с использованием инструмента под углом 90 °, который создает V-образную геометрию с углом наклона 45 °.
С концентрическими зазубринами
Как следует из названия, эта отделка состоит из концентрических канавок. Используется инструмент под углом 90 °, и зубцы равномерно распределены по всей поверхности.
Гладкая отделка
Эта отделка не показывает визуально видимую маркировку инструмента. Эти отделки обычно используются для прокладок с металлическими покрытиями, такими как двойная оболочка, плоская сталь и гофрированный металл. Гладкие поверхности сочетаются для создания уплотнения и зависят от плоскостности противоположных поверхностей для создания уплотнения. Обычно это достигается за счет того, что поверхность контакта с прокладкой образована непрерывной (иногда называемой фонографической) спиральной канавкой, образованной круглым носиком с радиусом 0,8 мм, со скоростью подачи 0,3 мм на оборот при глубине 0,05 мм. Это приведет к шероховатости между Ra 3,2 и 6,3 микрометра (125 - 250 микродюймов).





