



















































































































в WhatsApp
Фитинги приварные встык в трубопроводе (ASME B16.9)
Фитинги приварные встык доступны в нескольких формах (отводы, тройники, переходники, крестовины, крышки, заглушки), марки материалов (углерод, углерод с высоким уровнем годных, низколегированные, нержавеющие, дуплексные и никелевые сплавы) и размеров (от 2 до 24 дюйма в бесшовном исполнении и сварные для труб больших размеров).
Ключевыми спецификациями для фитингов приварных встык являются ASME B16.9 (фитинги из углерода и сплава) и MSS SP 43 (который уточняет ASME B16.9 для фитингов приварных встык из нержавеющей стали, дуплекса и никелевого сплава).
Фитинги приварные встык имеют следующие преимущества:
- обеспечивают прочные и герметичные соединения трубопроводов;
- минимизировать перепады давления и турбулентность внутри трубопровода;
- имеют длительный срок службы;
- довольно дешево купить и установить.

Для систем трубопроводов диаметром менее 2 дюймов обычно используются фитинги с приварными и резьбовыми (коваными) фитингами (ASME B16.11).
Отвод 45/90/180 градусов приварной встык
Отводы приварные встык по ASME B16.9 изготавливаются в широком диапазоне размеров (комбинации наружного диаметра и толщины стенки) для соответствия трубам из углеродистой, легированной и нержавеющей стали ASME B36.10 и ASME B36.19 любого размера от 2 до 48 дюймов (и выше).
Отвод приварной встык диаметром менее 24 дюймов получают путем резки, нагрева и гибки бесшовных стальных труб; трубные отводы больших размеров наоборот изготавливаются из сварных труб или стальных пластин.
Три наиболее распространенных типа отводов в трубопроводах - это 45, 90 и 180 градусов (обратный отвод), как показано на рисунке:

Некоторые специальные типы отводов труб
Редукционный отвод: вместо комбинации стандартного отвода и концентрического отвода используется трубный соединитель с впускным и выпускным отверстиями двух разных размеров.
Лепестковый отвод: отвода большого размера, собранный путем соединения стальных пластин

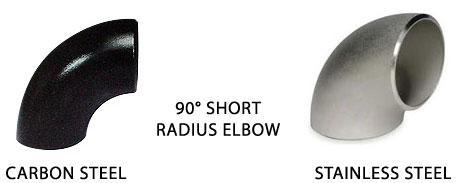
Отводы длинного и короткого радиуса
Расстояние от центра до поверхности отвода трубы с большим радиусом всегда в 1,5 раза больше номинального размера трубы, в то время как для отвода трубы с коротким радиусом расстояние от центра до поверхности равно номинальному размеру трубы.
Пример: Для 4-ех дюймового отвода приварного встык длинного радиуса (LR) расстояние от центра до поверхности составляет 4 x 25,4 x 1,5 = 152,4 мм;
Для приварного встык отвода с коротким радиусом между центром и поверхностью составляет 4 x 25,4 x 1 = 101,6 мм. Трубные отводы с коротким радиусом доступны только для конфигурации 90 и 180 градусов (но не для 45 градусов); между тем, длинные отводы доступны для всех градусов.

Процесс производства трубного отвода
Отвод приварной встык 45 и 90 градусов может быть изготовлен различными способами, основными из которых являются «процесс оправки» и «холодное формование» (другие методы - это эллиптическое формование и метод сварки двойным швом).
Процесс отправки
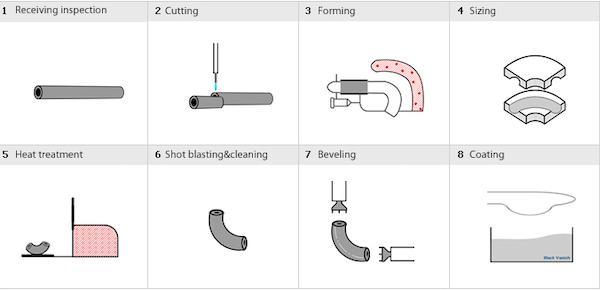
- Входной контроль.
- Резка.
- Формование.
- Калибрование.
- Термическая обработка.
- Обдувка металлической дробью и сглаживание.
- Cкашивание кромок.
- Нанесение покрытия.
Холодное формование
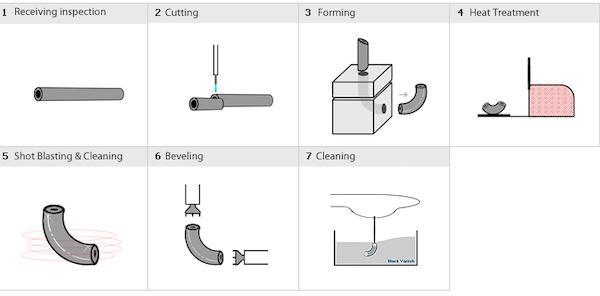
- Входной контроль.
- Резка.
- Формование.
- Термическая обработка.
- Обдувка металлической дробью и сглаживание.
- Cкашивание кромок.
- Нанесение покрытия.
Тройник приварной встык
Равнопроходной тройник
Равномерный тройник, иначе называемый прямой, представляет собой приварной встык фитинг, используемый для разветвления трубопровода или любую другую трубчатую конструкцию под углом 90 градусов.

Тройник трубы определяется как «равнопроходной», когда размер отверстия на стороне прогона и ответвления имеет одинаковый диаметр. Поэтому равнопроходной тройник используется для соединения двух труб одинакового номинального диаметра.
Равнопроходные тройники доступны в размерах от полдюйма до 48 дюймов (или больше) и в бесшовном и сварном исполнении (бесшовные до 24 дюймов, сварные для размеров тройника более 24 дюймов).
Тройники приварные встык изготавливаются в соответствии с ASME B16.9 (углерод и сплав) и MSS SP 43 (нержавеющая сталь и никелевый сплав).
Переходной тройник
Переходной тройник имеет меньший размер отверстия на разветвленной стороне трубы (обычно на 2/3 размера меньше).
В случае, если необходимо уменьшить размер диаметра, предпочтительнее использовать усиленный отвод (например, велдолет), чтобы предотвратить турбулентность и добиться более плавного уменьшения потока.

Стандартные размеры и допустимые отклонения равнопроходных и переходных тройников соответствуют стандарту ASME B16.9 (углеродистая и легированная сталь) и стандарту MSS SP 43 (для тройников из нержавеющей стали и никелевых сплавов1.2.3
Тройник с решеткой
Тройник с решеткой - это особый тип (равнопроходного) тройника, используемый для процесса очистки скребками (переходных тройников не существует, поскольку скребок в любом случае не пройдет через уменьшенную область).

Процесс производства трубного тройника
Холодная штамповка является наиболее распространенным процессом изготовления бесшовных тройников приварных встык, как показано ниже. Другими методами являются сварка с одним или двумя швами.
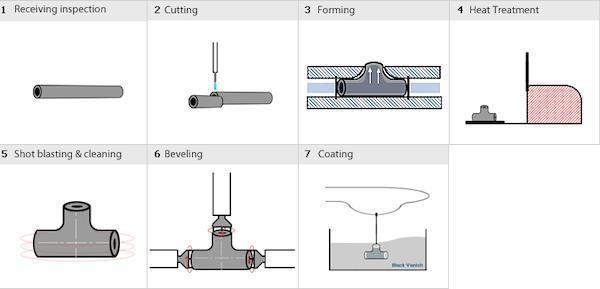
- Входной контроль.
- Резка.
- Формование.
- Термическая обработка.
- Обдувка металлической дробью и сглаживание.
- Cкашивание кромок.
- Нанесение покрытия.
Трубная крестовина
Крестовина приварная встык используется, когда требуется двойное отвод под углом 90 градусов, что является довольно редкой необходимостью.
ASME B16.9 и MSS SP43 определяют размеры крестовины трубы и допустимые отклонения на размер. Не существует конкретных ограничений с точки зрения доступных размеров и толщин для крестовин приварных встык.

Трубный переход
Концентрический переход
Открытые концы концентрического переходника выровнены и центрированы один на другой. Как правило, этот тип трубного переходника используется для изменения размера отверстия трубопровода с помощью двух (максимум трех) мер, чтобы избежать чрезмерного падения давления в трубопроводе.
Если требуется большее уменьшение, то следует использовать последовательность переходников для плавной и постепенной регулировки размера канала трубопровода (по сравнению с резким изменением).
Для небольших размеров отверстий редукционные фланцы могут быть альтернативой сварным переходникам.

Эксцентрический переход
Открытые концы эксцентрического переходника находятся в «смещенном» положении друг к другу.
Эксцентрические переходники используются, как правило, для трубопроводов, установленных в горизонтальном положении (тогда как концентрические переходники используются для трубопроводов, установленных вертикально, или для впускных отверстий всасывающих насосов, в качестве верхних плоских эксцентрических переходников).

Эксцентрические переходы могут быть верхними плоскими («TF») или нижними плоскими («BF»).
Нижний плоский тип эксцентрического переходы используется для трубных стоек (нижняя часть переходника плоская и находится на том же уровне, что и труба большего размера), а верхняя плоская трубный переходник используется на входе всасывающих насосов трубопроводов, как показано на рисунке ниже (эта установка предотвращает образование конденсата в трубопроводе):
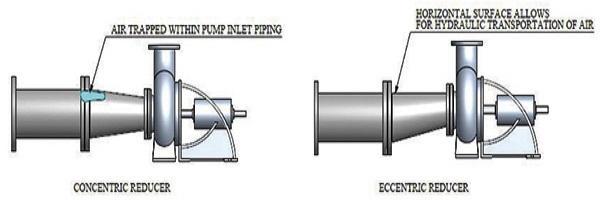
Разница между концентрическим и эксцентрическим переходом
Основное различие между концентрическим и эксцентрическим переходом заключается в центрированности впускного отверстия и выпускного отверстия фитинга, что идеально подходит для концентрического перехода и смещения эксцентрического переходника.
Процесс производства переходов приварных встык
Холодная штамповка является наиболее распространенным производственным процессом для бесшовных эксцентрических / концентрических переходом (сварные переходы изготавливаются с использованием сварки с одним или двумя швами):
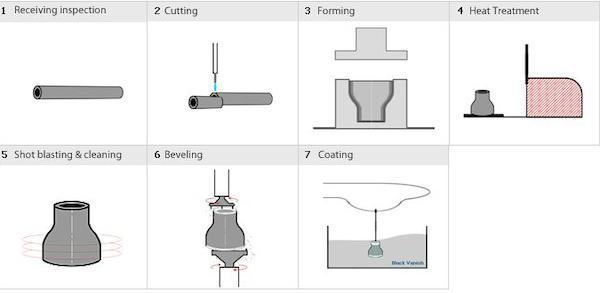
- Входной контроль.
- Резка.
- Формование.
- Термическая обработка.
- Обдувка металлической дробью и сглаживание.
- Cкашивание кромок.
- Нанесение покрытия.
Трубная заглушка
Торцевая заглушка для трубы используется для постоянного или временного заглушения или изоляции трубопровода (например, при выполнении работ по техническому обслуживанию и ремонту).
Заглушки для стыковых труб изготавливаются с использованием стальных пластин для большинства размеров и материалов. Форма крышки трубы эллипсоидальная и соответствует требованиям, установленным «ASME Котлы и сосуды, работающие под давлением».

Процесс производства трубной заглушки
Процесс изготовления заглушек начинается со стальных листов, которые нарезаются и формуются с помощью процедуры холодной штамповки:
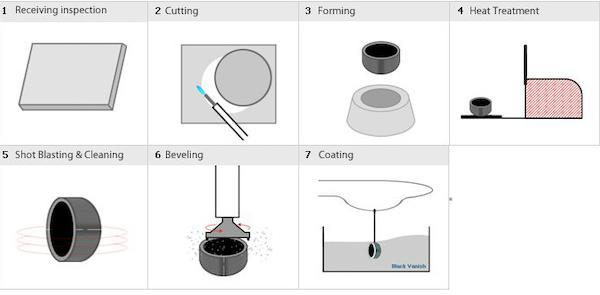
- Входной контроль.
- Резка.
- Формование.
- Термическая обработка.
- Обдувка металлической дробью и сглаживание.
- Cкашивание кромок.
- Нанесение покрытия.
Бесшовные и приварные фитинги стыковой сварки
Фитинги приварные встык доступны в бесшовном и сварном исполнении (бесшовные для отверстий диаметром менее 24 дюймов, сварные для размеров больше 24 дюймов).
Бесшовные фитинги приварные встык не имеют шовных сварных швов и поэтому считаются лучше, чем сварные фитинги приварные встык (сварной шов всегда является слабым местом металла, подверженным коррозии).
Бесшовные фитинги приварные встык изготавливаются путем резки, нагрева и формования бесшовных труб в желаемые формы. Сварные стыковые сварные фитинги имеют один, два или более сварных швов, в зависимости от размера, типа фитинга и производственного процесса, принятого производством.






