



















































































































в WhatsApp
Трубы для дуговой сварки под флюсом - материалы и способы производства, применение
Обычно SAW работает в автоматическом или механизированном режиме, однако доступны полуавтоматические (ручные) пистолеты для резки SAW с подачей флюса под давлением или самотеком.
Сварка под флюсом (SAW) - это распространенный процесс дуговой сварки.
Процесс обычно ограничивается положениями плоской или горизонтально-угловой сварки (хотя сварка с горизонтальным расположением канавок выполняется с помощью специального приспособления для поддержки флюса).
Труба SAW изготавливается из горячекатаной рулонной стали методом автоматической сварки под флюсом при нормальной температуре окружающей среды. Все трубы производятся в соответствии со стандартами API Spec 5L, GB/T9711.1, GB/T9711.2, ASTM A252-89. Эти трубы в основном используются в нефтяной и газовой промышленности для транспортировки легковоспламеняющихся и негорючих жидкостей и стальных конструкций.
SAW означает сварку под флюсом, ее можно разделить на LSAW и SSAW.
Размерный ряд:
Трубы поставляются в соответствии с соответствующими стандартами, а также с требованиями заказчика, из стали различных марок и размеров.
- Внешний диаметр: 219-3200 мм
- W.T.:5-30 мм
- Длина: 12000 мм + 500 мм
Выполнить стандарт:
Особые требования к исполнению, допускам, длине, механическим и химическим свойствам предлагаются по запросу.
- ASTM A252-89 Сварные и бесшовные сваи стальных труб
- Спецификация API SPEC 5L для трубопроводной трубы
- GB / T9711.1 Нефтяная и газовая промышленность. Стальные трубы для трубопроводов. Технические условия поставки.
- SY / T5037 Спиральная сварная труба под флюсом для транспортировки жидкости под низким давлением
Материал:
- Q235-Q345, L175-L485, SS400, 16Mn, L290-L360
- или в соответствии с требованиями заказчика.
- Покрытие трубы: HDPE / 3PE / 3PP / футеровка цементным раствором трубы
В дополнение к указанной выше спецификации, трубы могут изготавливаться в соответствии с требованиями заказчика.
- Сертификат испытаний мельницы: EN 10204 / 3.1B
- Сторонняя инспекция: SGS, BV, Lloyds и т.д.
Основном использование:
Спирально-сварные стальные трубы широко используются в трубопроводах для транспортировки и распределения нефти, природного газа, воды и других легковоспламеняющихся и негорючих жидкостей, стальных конструкциях для строительства и других общих целей благодаря широкому диапазону размеров.
Метод изготовления сварных труб SAW
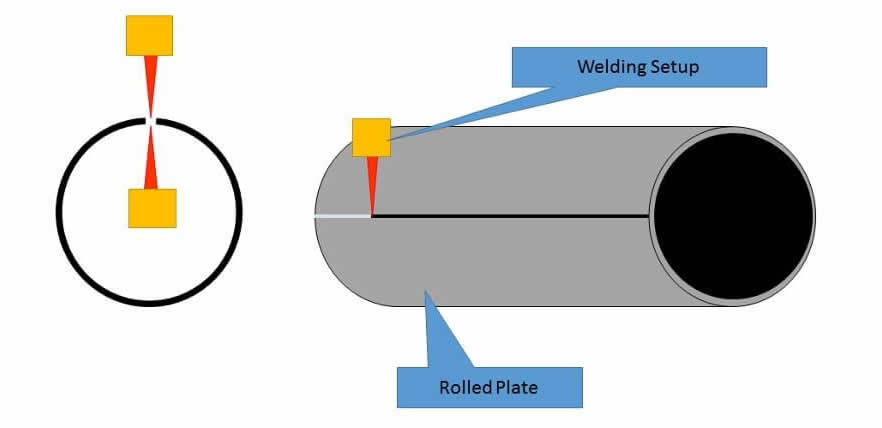
В однослойных трубах под флюсом сварка выполняется дуговой сваркой под флюсом. В этом методе сварочная дуга погружается в сварочный флюс. A непрерывная твердая присадочная проволока подается снаружи. Сначала сваривают трубу изнутри, а затем снаружи.
В случае с двухшовной трубой первые две половины соединяются прихваточным швом, что называется подгонкой. Труба двухшовная имеет два сварных шва, расположенных напротив друг друга. Оба шва свариваются изнутри и снаружи трубы. В случае труб спиральношовных выполняется многопроходная сварка.
В трубе спиралешовной стальная пластина разматывателя формируется в виде спиральной петли. Затем эту спиральную петлю приваривают изнутри и снаружи трубы. Благодаря методу производства, можно производить самые разные диаметры. Трубы спиралешовные используются в системах низкого давления.
В то время как трубы с прямым швом используются для работы со средним и высоким давлением. Трубы со спиральным швом дешевле, чем трубы с прямым швом.
После завершения сварки выполняется термообработка сварного шва или всего тела трубы, это зависит от толщины труб. Сварные швы также подвергаются различным неразрушающим испытаниям, таким как RT & UT, для обеспечения прочности сварочного материала.
После завершения неразрушающего контроля трубы проходят гидроиспытания, чтобы гарантировать прочность и способность оставаться герметичными под давлением. На последнем этапе проверки труба проверяется визуально и по размерам компетентным инженером-инспектором. Он гарантирует, что труба соответствует требованиям кодов, стандартов и спецификаций. После того, как инженер-инспектор очистит трубу, она пометит в соответствии со стандартными требованиями и отправит для упаковки.
Разница между стальной трубой ERW и SAW
Поскольку стальная труба ERW и стальная труба SAW в трубе во время формовки, сварки и процесса различаются, поэтому у двух видов стальных труб в производительности есть некоторые различия.
Качество поверхности стальных труб ERW превосходит качество поверхности спиральных сварных труб под флюсом, поверхность стальных труб ERW гладкая, гладкая, красивая, стальные трубы SAW внутреннее и внешнее армирование сварных швов.
Типы дефектов сварки стальной трубы ERW меньше, чем у стальной трубы пилы. Пила стальная труба с нанесенным растворителем, больше видов дефектов, помимо объемных, есть канатная ловушка. ERW стальные трубы сварные дефекты только проволочные и прямые сварные швы, процесс контроля легко проследить, а дефекты в максимальном отражении сразу же, как только отсутствие неявного, ультразвукового отражения сильное, легко обнаружить.
Стальная труба ERW, относящаяся к стальной трубе пилы, имеет низкий коэффициент остаточных напряжений. Поскольку деформация трубы ERW в процессе деформации более полно, в сочетании с последующим определением размеров плоского овала, эллиптическими вертикальными изменениями и сужением, остаточное напряжение трубы ВПВ становится меньше. Физические испытания показали, что те же технические характеристики, тот же материал, из того же материала, что и труба ERW после разреза по оси, осевого и поперечного разрезов меньшее смещение, чем у спиральной трубы, сваренной дуговой сваркой под флюсом.
ERW Труба общая производительность того же самого, когда труба становится дефектной, решение о стальном ломе, допускает сварку. Допускаются стальные трубы SAW, а производительность сварки труб и общие характеристики несовместимы, место сварки подвержено коррозионному растрескиванию под напряжением. Эксперименты показывают, что испытание на коррозионную усталость под напряжением ERW трубы спиральной сваркой под флюсом длины трубы, чем срок службы.





